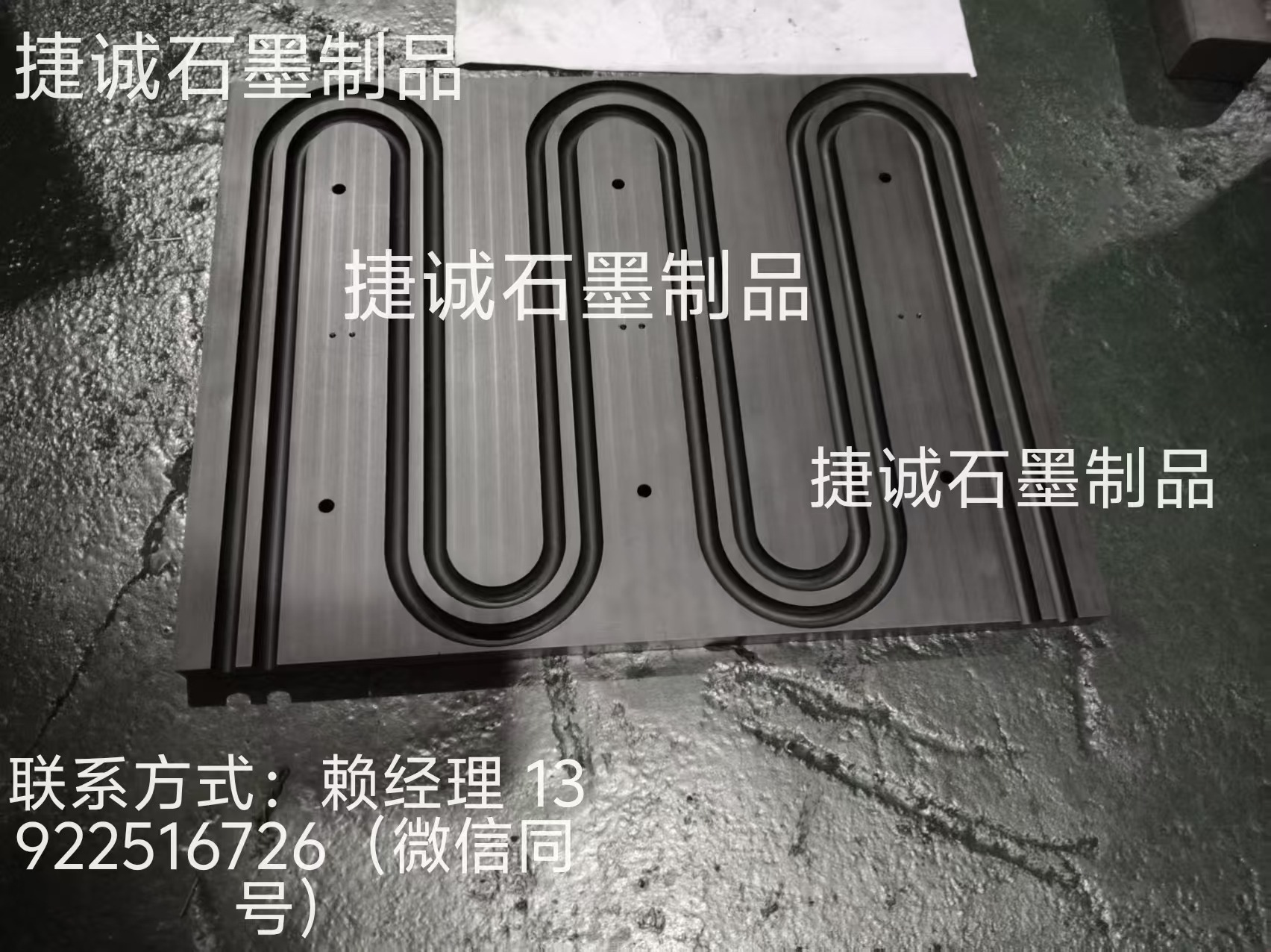
液冷板石墨模具,水冷板石墨模具,液冷板釬焊石墨模具,水冷板釬焊石墨模具,石墨模具,石墨模具加工,石墨模具生產廠家
液冷板石墨模具的加工工藝涵蓋多個環節,以下為詳細介紹:
模具規劃:依據產品需求和運用要求,規劃出合適的模具結構,確認模具的尺度、形狀和流道布局等。
資料準備:
資料挑選:需綜合考慮客戶的運用溫度(最高可達3000℃)、耐腐蝕要求(如熔融金屬觸摸)、導電需求等參數。例如,等靜壓石墨(密度≥1.82g/cm3)具有各向同性、高純度(灰分<5ppm)特性,適用于半導體晶圓夾具等精細場景;模壓石墨(抗壓強度≥80MPa)本錢效益高,常用于玻璃熱彎模具等中等精度需求場景;擠壓石墨(顆粒度≤10μm)適用于需求外表光潔度的精細壓鑄模具。
切開成型:
數控線切開:運用0.2mm鉬絲,加工精度±0.05mm,合適雜亂概括切開。
激光切開:速度可達10m/min,熱影響區操控在0.1mm內,合適大批量生產。
注意事項:切開階段需預留0.3-0.5mm加工余量,并注意石墨層狀結構的方向性擺放;切開后需進行超聲波清洗,去除外表粉塵,防止后續加工時產生崩邊。
數控粗加工:
設備與刀具:運用3軸/4軸數控銑床,選用金剛石涂層硬質合金刀具(直徑6-12mm)。
加工參數:主軸轉速8000-12000rpm,進給速度800-1200mm/min。
操控要點:通過分層切削(每刀深度≤2mm)和途徑優化,將尺度公役操控在±0.1mm以內;加工后需進行尺度初檢。
精加工工藝:
曲面精銑:運用球頭銑刀(R1-R3),外表粗糙度Ra≤0.8μm。
微孔加工:直徑0.5mm以下微孔選用電火花工藝,精度±0.005mm。
邊際處理:C0.2倒角加工防止崩邊,運用800#金剛石砂輪拋光。
刀具監控:精加工階段需實時監測刀具磨損,每加工50模次更換刀片。
質量管控系統:
進程檢驗:每工序完成后進行尺度抽檢。
終檢項目:
三坐標測量儀:全尺度檢測。
投影儀:比對雜亂概括。
氦質譜檢漏儀:檢測氣密性(針對真空腔體模具)。
包裝運送方案:
初級包裝:防靜電珍珠棉纏繞,防止外表劃傷。
二級防護:定制木箱(濕度<10%)內襯硅膠干燥劑。
運送方式:精細部件選用送貨上門,振蕩值操控在0.5G以下;物流環節實施全程溫濕度監控,對跨國運送選用真空防潮包裝,保證模具在海運環境下(濕度<60%)保持穩定。
-
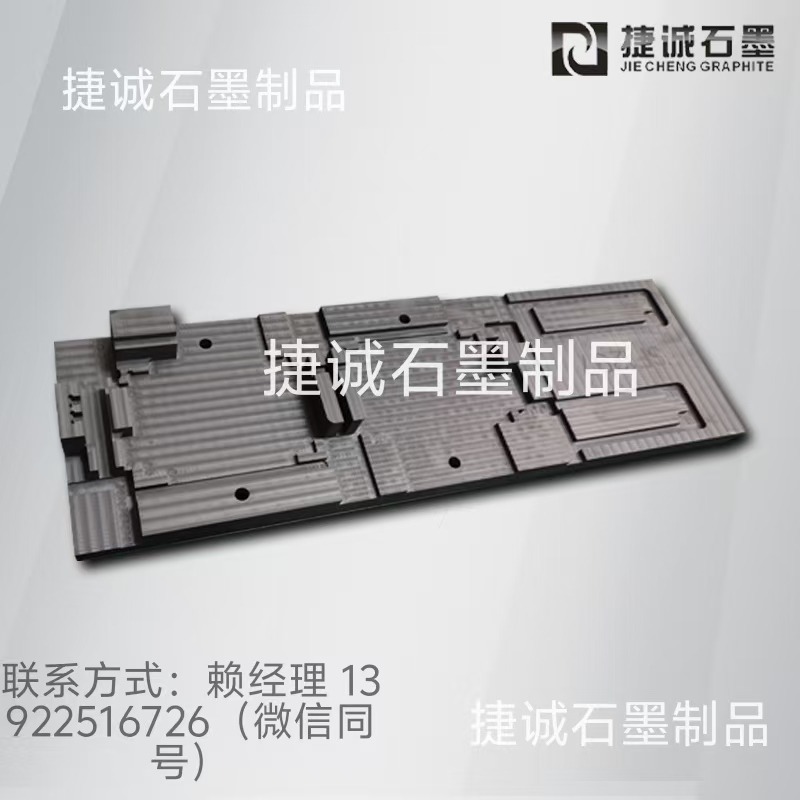
液冷板釬焊石墨模具,液冷板石墨模具,水冷板釬焊石墨模具,石墨模具,石墨夾具,石墨治具,石墨模具加工,石墨模具加工廠,液冷板釬焊石墨模具生產廠家
-

水冷板釬焊石墨模具,水冷石墨模具,液冷板釬焊石墨模具,石墨模具,石墨治具,石墨模具加工,石墨模具加工廠,石墨模具生產廠家,水冷板釬焊石墨模具生產廠家
-
水冷板石墨模具,水冷板釬焊石墨模具,釬焊石墨模具,石墨模具,石墨治具,石墨模具加工,石墨模具生產廠家,水冷板石墨模具生產廠家
-
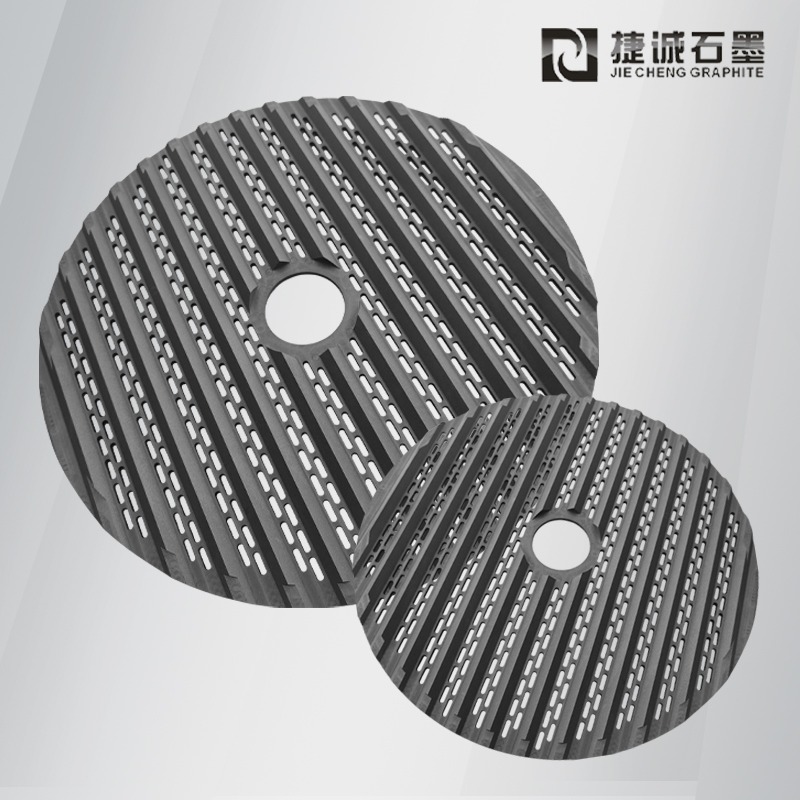
銅管銅粉燒結石墨盤,銅管燒結石墨盤,銅粉燒結石墨盤,鐘罩爐石墨盤,石墨盤,石墨盤加工,石墨盤生產廠家,銅管銅粉燒結石墨盤生產廠家
-

VC石墨模具,VC燒結石墨模具,超薄VC石墨治具,VC石墨治具,石墨模具,石墨治具,石墨模具加工,石墨模具生產廠家